





 При несоблюдении правил сборки фланцевых соединений могут образовываться дефекты поверхности, из-за которых достижение герметичности соединения становится затруднительным или невозможным:
При несоблюдении правил сборки фланцевых соединений могут образовываться дефекты поверхности, из-за которых достижение герметичности соединения становится затруднительным или невозможным:
-
глубокие риски;
-
сколы;
-
замятия;
-
заусенцы и т.п.
Если глубина дефектов уплотнительных поверхностей не компенсируется эластичностью прокладочного материала, то при следующей сборке фланца его разъемное соединение не будет герметичным, что может проявиться на этапе гидроиспытаний или в процессе эксплуатации.
Для устранения дефектов и восстановления гладкости применяется механическая обработка — расточка фланцев, осуществляемая с демонтажем изделия или по месту, например, если требуется проточка уплотнительной поверхности на которую устанавливается заглушка фланцевая 1000 мм.
Содержание
Расточка для устранения дефектов
Если на уплотнительной поверхности фланца появились повреждения, то для их устранения можно выполнить проточку — снять слой металла на глубину дефекта, но при этом изделие будет отличаться размерами и формами от первоначальных. Отбраковочным признаком будут отклонения конструкции или размеров после обработки фланцев от требований ГОСТ 33259-2015 или иных нормативных документов:
-
приварные плоские фланцы (например, фланец стальной приварной 600 мм) — ГОСТ 12820-80;
-
приварные воротниковые фланцы — ГОСТ 12821-80;
-
свободные фланцы на приварном кольце — ГОСТ 12822-80.
Чтобы этого избежать, перед расточкой необходимо выполнить наплавку уплотнительной поверхности электродом соответствующим материалу фланца.
Сущность обработки фланцев
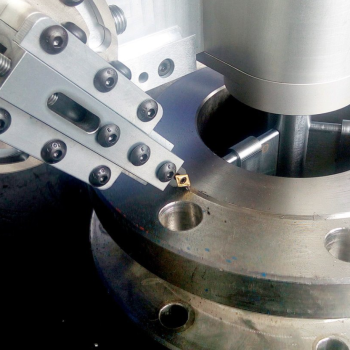
Расточка уплотнительной поверхности производится на токарно-расточном станке, где фланец крепится в патроне вращающегося шпинделя. При закреплении фланец должен быть отцентрован, чтобы вращение не было эксцентричным, потому что это приведет к получению некорректной формы уплотнительной поверхности.
Расточной резец, твердость которого должна превосходить значение параметра для материала фланца, подводится к обрабатываемой поверхности и снимает необходимый слой металла в результате горизонтального радиального перемещения инструмента.
Операция по расточке может быть выполнена вручную, но большая точность достигается на станках с программным управлением.
Для обеспечения требуемой чистоты обработки, после проточки на токарном станке может потребоваться шлифовка поверхности для устранения возможных неровностей или заусенцев.
Переточка фланцев
Помимо устранения дефектов, метод расточки фланцев применяется для переточки уплотнительной поверхности, например, уплотнительный выступ (PN 4 МПа) перетачивается в соединительный выступ (PN 1,6МПа).
Операция может быть выполнена при переточке уплотнительной поверхности фланца с более высокого давления на более низкое, потому что в противном случае толщина стенки присоединительного воротника может оказаться недостаточной для нового рабочего давления.
Подобная операция выполняется обычно для воротниковых фланцев, потому что плоские и свободные эксплуатируются при давлении не более 2,5 МПа и могут быть взаимозаменяемы для более низкого давления без проточки.
При проточке воротникового фланца под более низкое давление, помимо обработки уплотнительной поверхности потребуется утонение воротника, чтобы обеспечить толщину стенки равную с трубой, к которой будет производиться приварка встык.
















